

Yn ystod y diwrnod diwethaf, mae rhai cwsmeriaid wedi drysu sut i adeiladu'r bragdy, a beth yw'r broses a'r weithdrefn adeiladu bragdy, nawr gadewch i ni ddweud wrthych sut i'w adeiladu.
Rhan 1: Beth fyddwn ni'n ei wneud ar gyfer adeiladu bragdy?
Prosesu Perfformiad Prosiect
Cadarnhewch y cais bragu
Yn gyntaf, byddwn yn cadarnhau mwy o fanylion am eich bragdy, megis math o gwrw, swp bragdy y dydd neu'r amser, plato cwrw, cyfnod eplesu, uchder bragdy, ac ati.
Nesaf Byddwn yn eich cynnig yn ôl eich cadarnhad a'ch manylion.Byddwn yn llofnodi contract ar ôl i'r ddau gytuno ar y telerau cydweithredu ac ail-gadarnhau'r cynnig, y pris, y gosodiad, y broses bragu cyn y telerau.
1.3 Gwaith paratoi cyn cynhyrchu
Ail-wirio'r holl gynigion, gosodiad, siart llif ac ail-gadarnhau manylion offer bragdy.
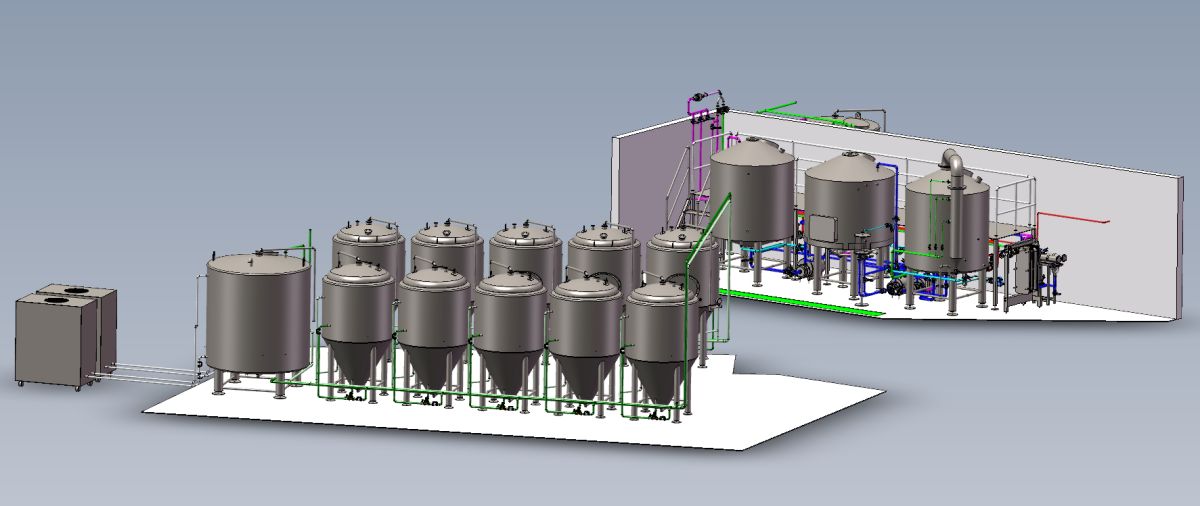
A bydd y llun tanc a'r model bragdy 3D yn cael ei wneud ac yn gadael i chi gadarnhau, fe welwch sut olwg sydd ar eich bragu.
1.4 Paratoi ramaterial
Archebu ramaterial: byddwn yn archebu'r deunydd crai a phen y ddysgl yn gyntaf yn ôl llun y tanc wedi'i gadarnhau, a bydd ategolion eraill yn archebu, fel modur, pwmp, oeryddion, gan fod angen Tystysgrif UL ar yr eitemau hyn, sy'n cymryd mwy o amser.
Pan fydd y deunydd wedi cyrraedd ein ffatri ac yn barod i'w gynhyrchu, byddwn yn anfon ein taflen ddeunydd atoch, a byddwch yn gweld cynhwysyn, trwch, safon ac ati y deunydd.
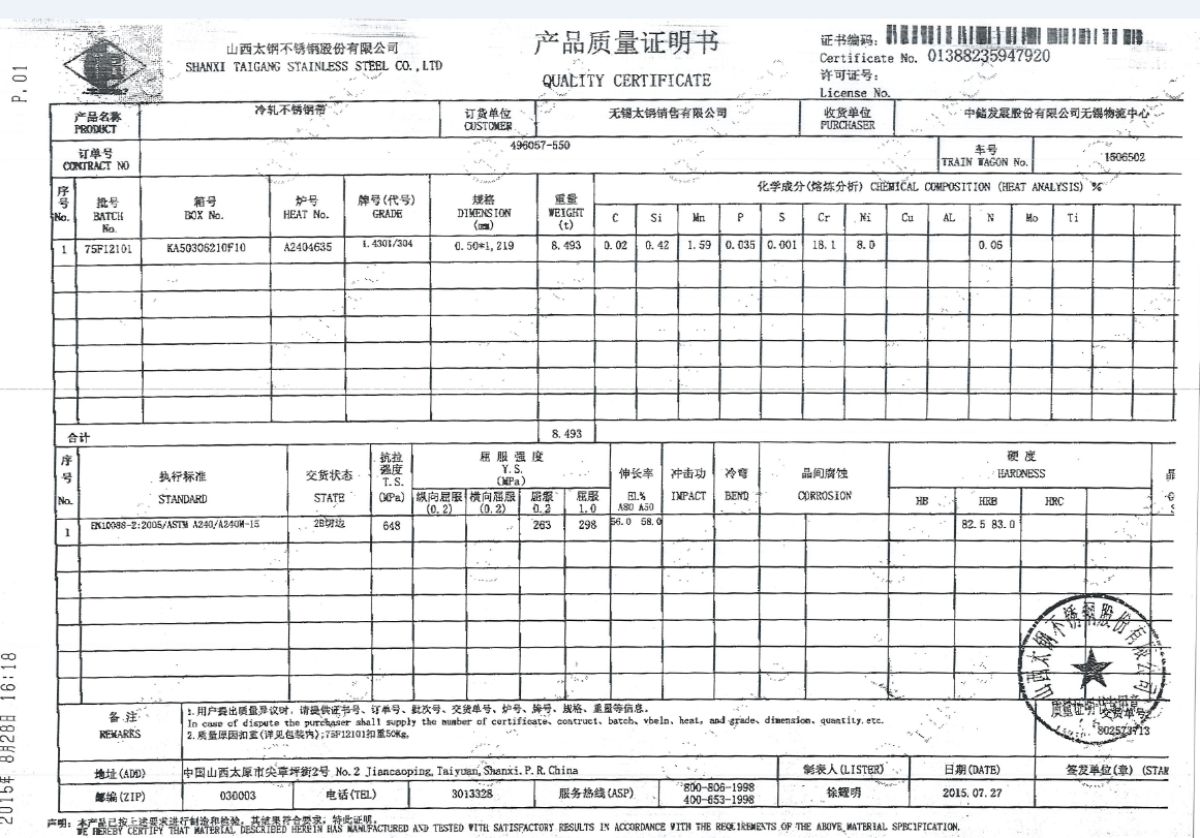
(Ardystio ansawdd plât SS er gwybodaeth.)
1.5 Dechrau cynhyrchu
-Torri deunydd: Torri â laser, torri cywir, ymyl gwastad heb burrs.
-Set metel: Trin y platiau a phrosesau eraill yn unol â chynhyrchu.
-Cynulliad: Weldio'r côn a'r silindr gyda'i gilydd, siaced oeri dimple, coesau ac eraill.
Mae weldio yn mabwysiadu ffordd weldio TIG, sydd â gwell aerglosrwydd a gall leihau mandylledd y weldiad yn ystod weldio y llestr pwysedd.
-Caboli: Bydd wyneb mewnol yn cael ei drin â sgleinio machinary, a llinell weldio wedi'i sgleinio i wregys i gael golwg well.Ar ôl hynny, bydd y mewnol tanc triniaeth gyda phacio pasivition, Garwedd arwyneb mewnol yn 0.4um.
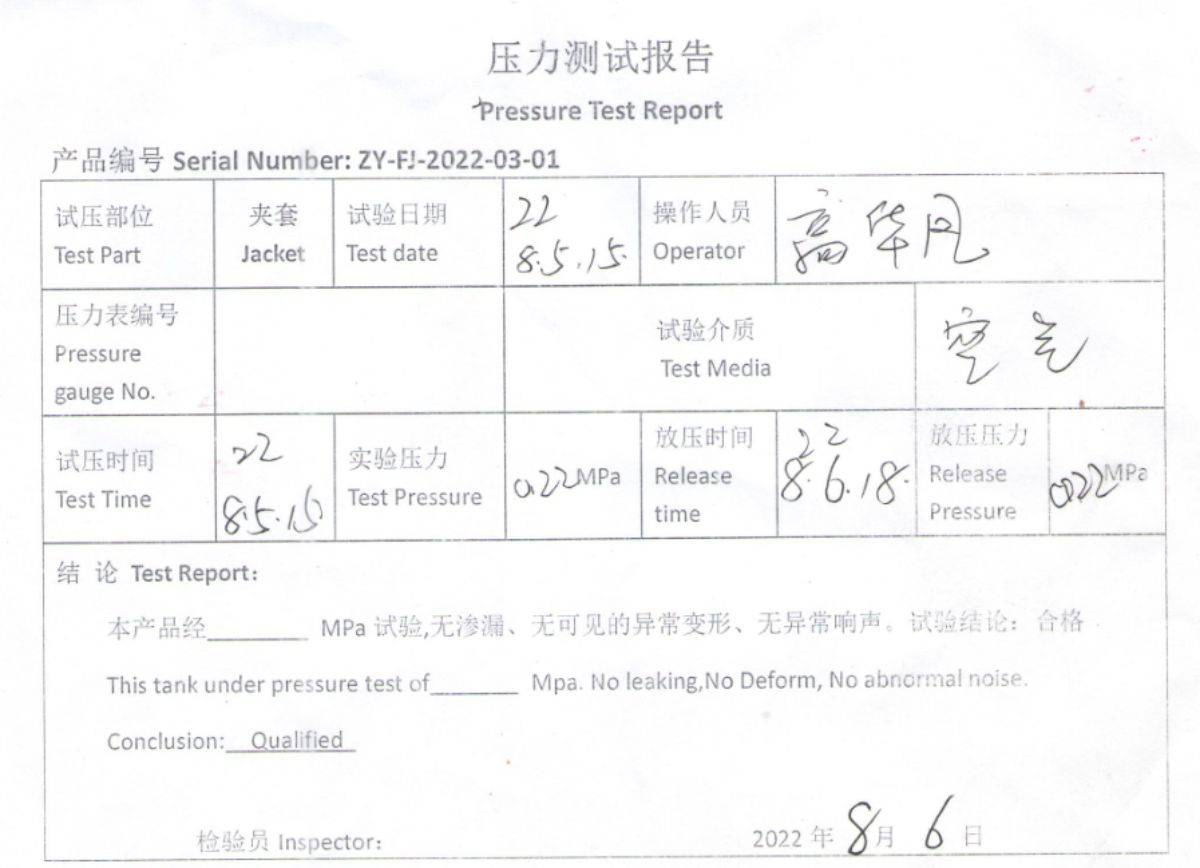
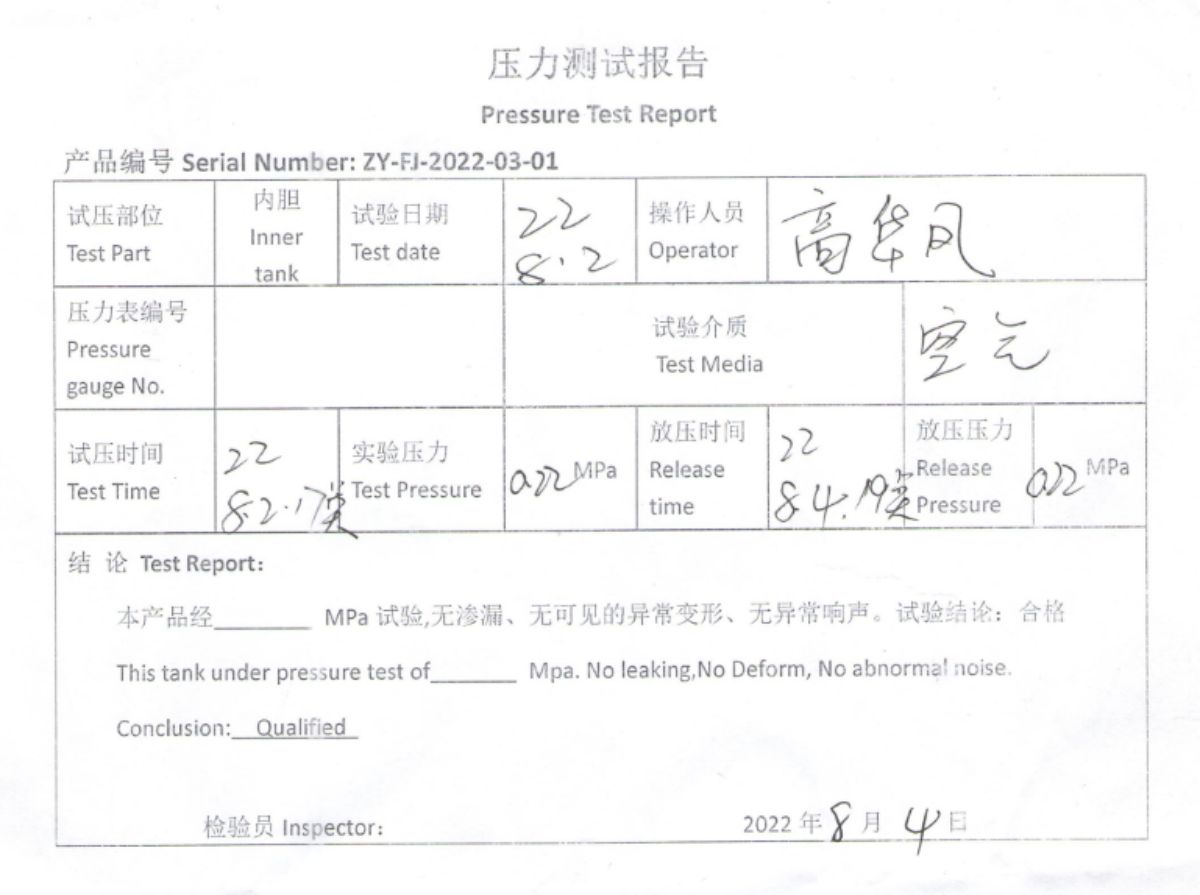
-Profi pwysau: Ar ôl ei gwblhau, caiff y silindr a'r siaced eu profi'n hydrolig.Pwysedd prawf y tanc mewnol yw 0.2-0.25mpa, a phwysedd prawf y siaced dimple yw 0.2MPa.
-Arolygu cynhyrchu: Bydd yn cael ei wirio ar ôl cwblhau pob proses, ac mae cerdyn cylchrediad Proses ar gyfer y broses nesaf.Ar ôl cwblhau'r tanciau, bydd ein harolygydd yn gwirio'r manylion yn olaf ac yn hysbysu ein gweithdy cynulliad i symud ar gyfer y cam nesaf.
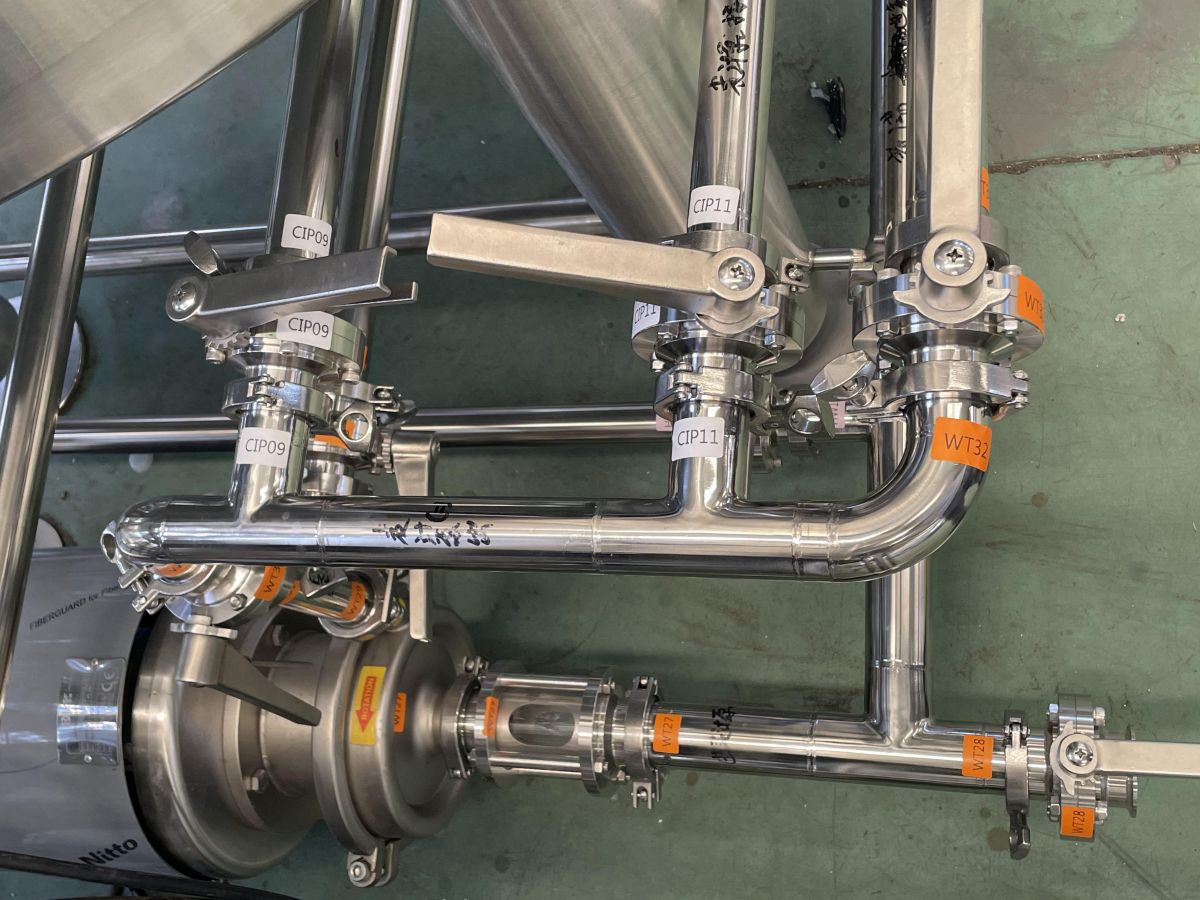
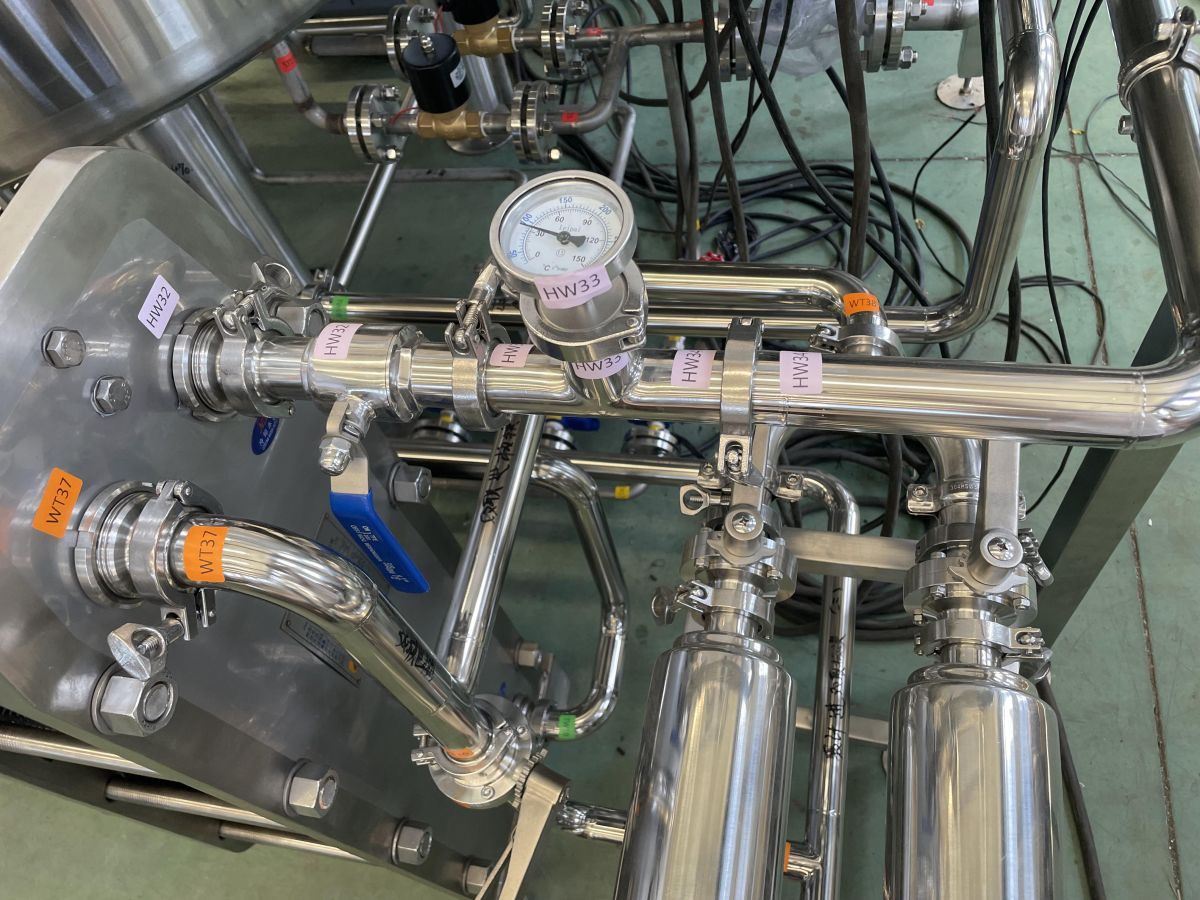
-Cynulliad Piblinell: Bydd piblinellau bragdy yn cysylltu yn ôl siart llif bragu a byddwn yn ystyried y biblinell os yw'n gyfleus wrth fragu, a phiblinell glycol wedi'i chyn-ymgynnull hefyd yn ôl y gosodiad.
-Dadfygio: byddwn yn cysylltu'r dŵr a'r trydan i wneud i'r bragdy redeg yn ein ffatri.
Dyma fideo dadfygio a wnaethom o'r blaen i brofi ein system.Pls ei wirio:https://www.youtube.com/watch?v=wCud-bPueu0
-Pecyn: Ar ôl gorffen y dadfygio, byddwn yn glynu'r labeli ar bob cysylltiad a phibellau i'w gosod yn hawdd ar y safle.A bydd yn ei becynnu â ffilm Bubble a brethyn gwrth-wrthdrawiad, ac ati.
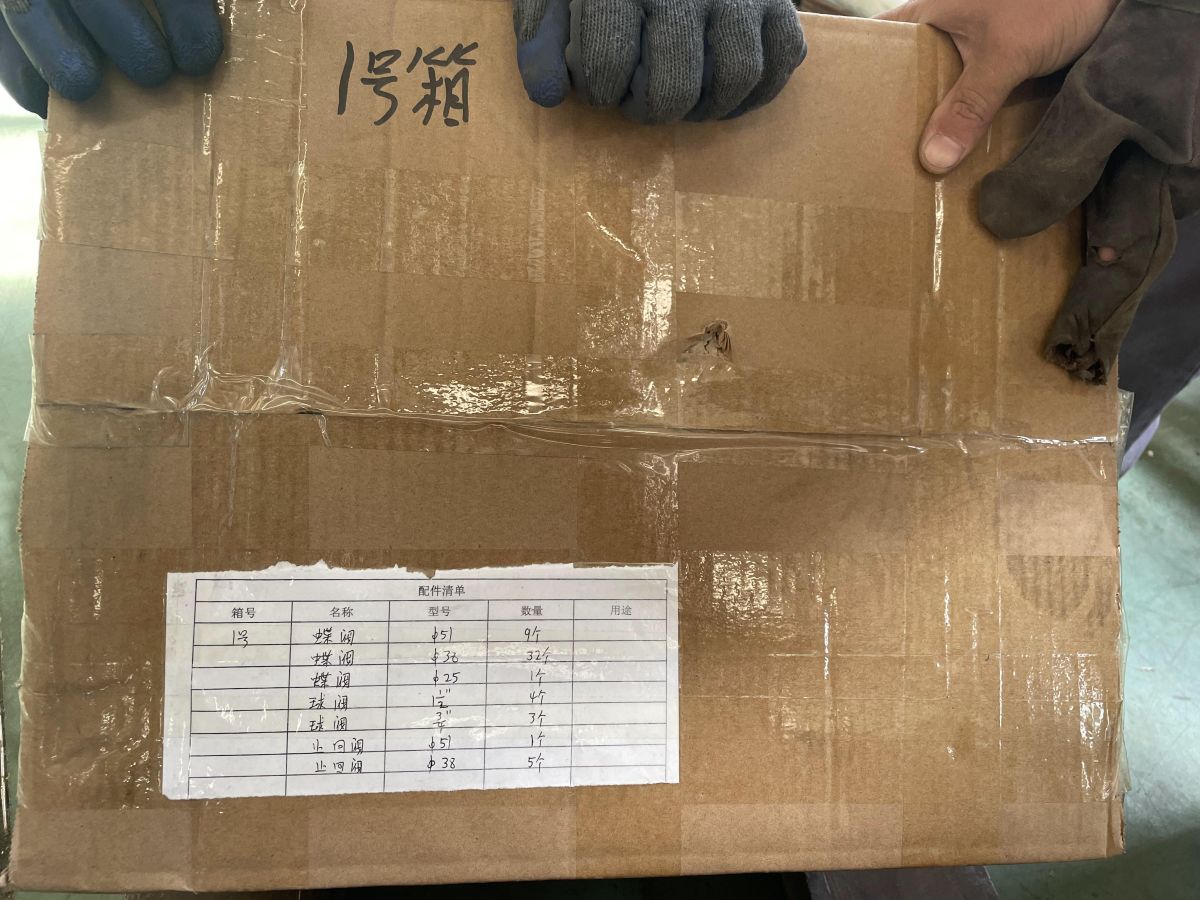
Bydd yr holl falfiau a ffitiadau yn cael eu lapio â lapio plastig a bydd y tanc yn cael ei becynnu neucefnogi yn ôl dimensiwn offer a maint cynhwysydd.




-Llwytho a danfon: Bydd yr offer yn cael ei lwytho ar ôl i ni gadarnhau'r dyddiad cludo a'r llwytho.Bydd pob pecyn yn nodi'n fanwl beth yw'r ategolion y tu mewn ac yn anfon ein cleient ar ôl ei ddanfon.

Rhan 2: Beth fyddwn ni'n ei wneud ar gyfer dylunio bragdy?
2.1 Bragdy: Yn cyd-fynd yn fawr â'ch cais bragu.
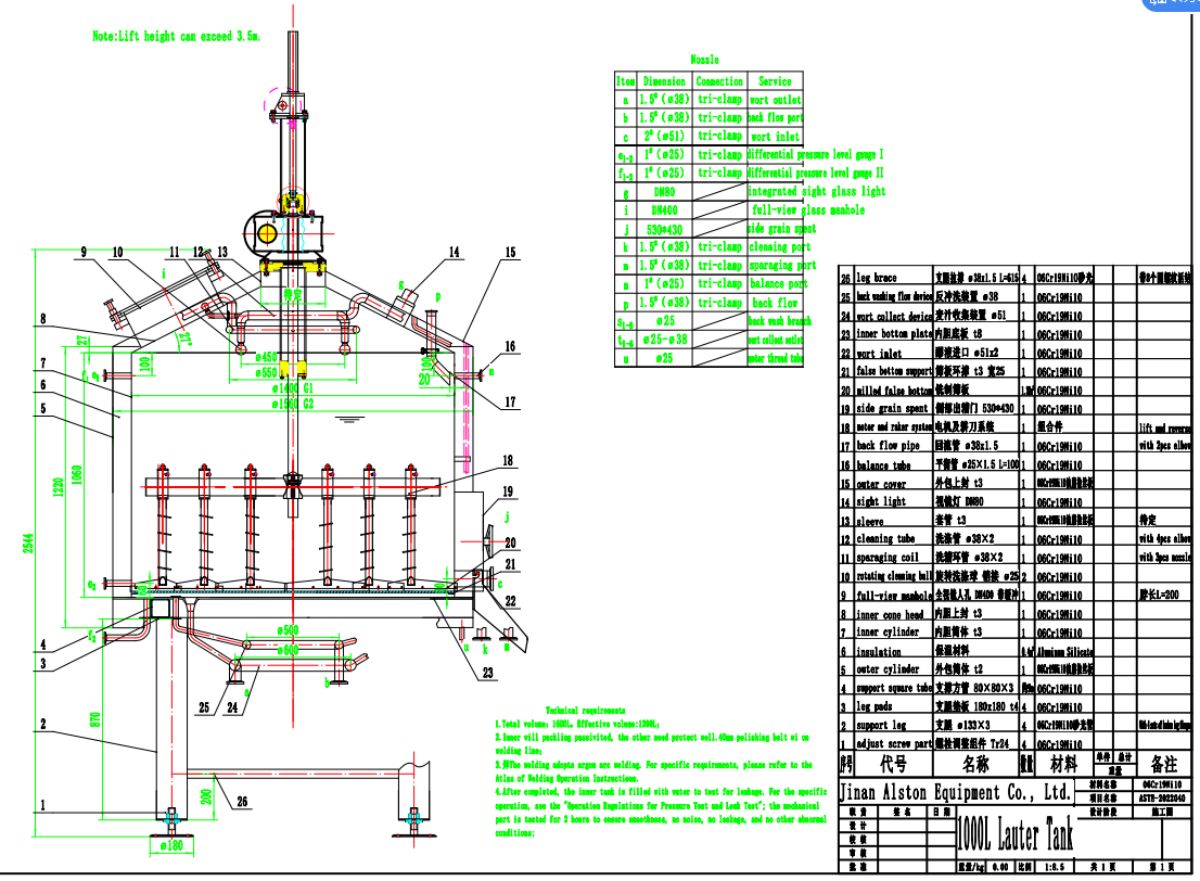
Rhan bragdy yw'r rhan bwysicaf mewn bragdy cyfan, sy'n uniongyrchol gysylltiedig ag ansawdd y wort a chwrw.Rhaid i ddyluniad y bragdy ddilyn eich rysáit bragu yn union, ee y disgyrchiant cwrw/plato cyfartalog.Gwnewch yn siŵr y gellir gorffen y broses Stwnsh neu'r golchfa mewn amser rhesymol.
Tanc Lauter: Er enghraifft bragdy 1000L, Mae diamedr y tanc lauter yn 1400mm, pan fo'r wort yn 13.5 gradd, mae'r swm bwydo brag yn 220KG, mae'r effeithlonrwydd offer sy'n defnyddio am 75%, ac mae trwch yr haen grawn yn 290mm;Pan fydd y wort yn 16 plato, y swm bwydo yw 260KG, cyfaint y tanc sy'n defnyddio am 80%, a thrwch gwely grawn yw 340mm.Mae hynny er mwyn sicrhau bod trwch yr haen hidlo yn bodloni'r gofynion bragu, nad yw'n effeithio ar y cyflymder hidlo ac yn sicrhau effeithlonrwydd cynhyrchu.Terfynol i wella'r allbwn fesul uned amser trwy leihau'r amser hidlo.
Tegell berwi: Mae dyluniad cyfaint y tegell yn seiliedig ar y wort 1360L cyn berwi, a'r cyfaint defnyddio yw 65%.Oherwydd bod y concetration wort yn gymharol uwch yn America, bydd y ffurf yn llawer toreithiog wrth ferwi.Er mwyn atal ewyn rhag gorlifo o'r tegell yn ystod y broses berwi, rydym yn defnyddio'r swyddogaeth cylchrediad gorfodi i wella'r gyfradd anweddu i sicrhau bod y gyfradd anweddu yn 8-10% a gwella'r dwyster berwi.Mae cylchrediad gorfodi gyda thegell yn helpu i gynyddu'r anweddiad, a'r sefyllfa DMS a'r cynnwys o fewn 30PPM, bydd yn lleihau'r llwythiad gwres a sicrhau sefydlogrwydd croma wort ac osgoi adwaith wort Maillard.
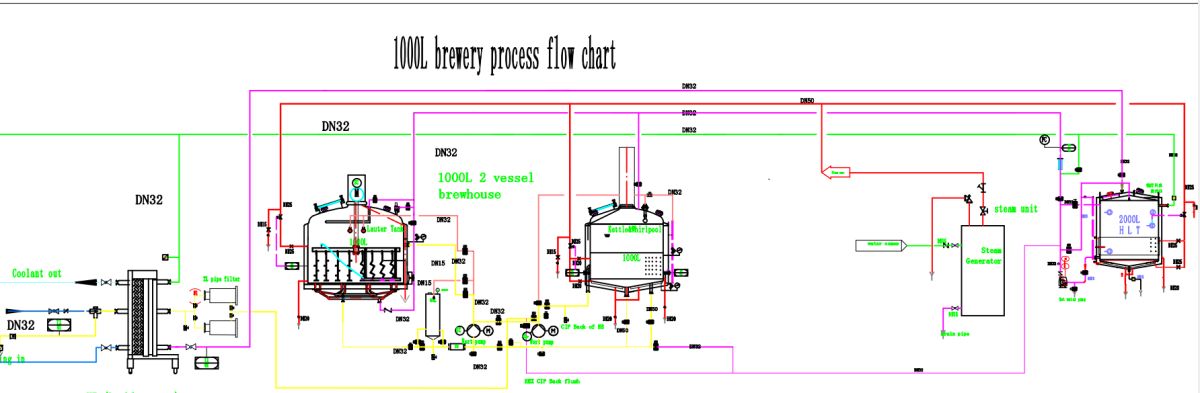
2.2 Defnydd llai o ynni yn y bragdy
System gyddwysydd: Mae'r tegell berwi yn mabwysiadu system adfer anwedd stêm, bydd yn helpu i wella'r adferiad dŵr ac arbed y defnydd o ddŵr a thrydan yn y bragdy cyfan.Tymheredd dŵr poeth adfer tua 85 ℃, a chynhwysedd adfer dŵr poeth ar 150L ar gyfer pob swp;Mae hynny'n golygu y bydd yn arbed y 18kw dewisol fesul swp o dymheredd y dŵr o 25-85 ℃.
Oerach wort: Mae ardal cyfnewidydd gwres wort yn cyfrifo yn ôl y broses fragu ac yn gorffen y broses oeri mewn 30-40 munud, a thymheredd dŵr poeth yn 85 ℃ ar ôl cyfnewid heacs, effeithlonrwydd cyfnewid gwres o fwy na 95%.Felly, byddwn yn sicrhau'r adferiad ynni mwyaf posibl a chostau cynhyrchu is.
2.3 Bragu hawdd a lleihau cynnal yn y broses bragu
Mae hidlydd dwbl wedi'i ffurfweddu, rhag ofn i'r cleient fragu cwrw rhy hopys.Felly rydym yn dod â gwarant da ar gyfnewidydd gwres plât, sef y rhan anoddaf ar gyfer glanhau.
Mae'r pwmp deuol yn angenrheidiol ar gyfer uned glycol, er mwyn sicrhau gwarant da pan fydd unrhyw gais cynnal a chadw, gellir newid pob pwmp yn hawdd ar gyfer cadw'r cynhyrchiad yn barhaus.
Oerydd deuol wedi'i ffurfweddu, gyda'r un pwrpas fel pwmp glycol.
Defnyddiodd pwmp Glycol pwmp pwysedd cyson a chadw'r un pwysau mewn piblinellau glycol cyfan, amddiffyn y falf soleniod ac ehangu'r bywyd defnyddio.
Mae'r holl fanylion hyn ar gyfer y gwaith mwy sefydlog mewn rhwygo bragdy cyfan, a dod â phrofiad da i chi yn y broses bragu.
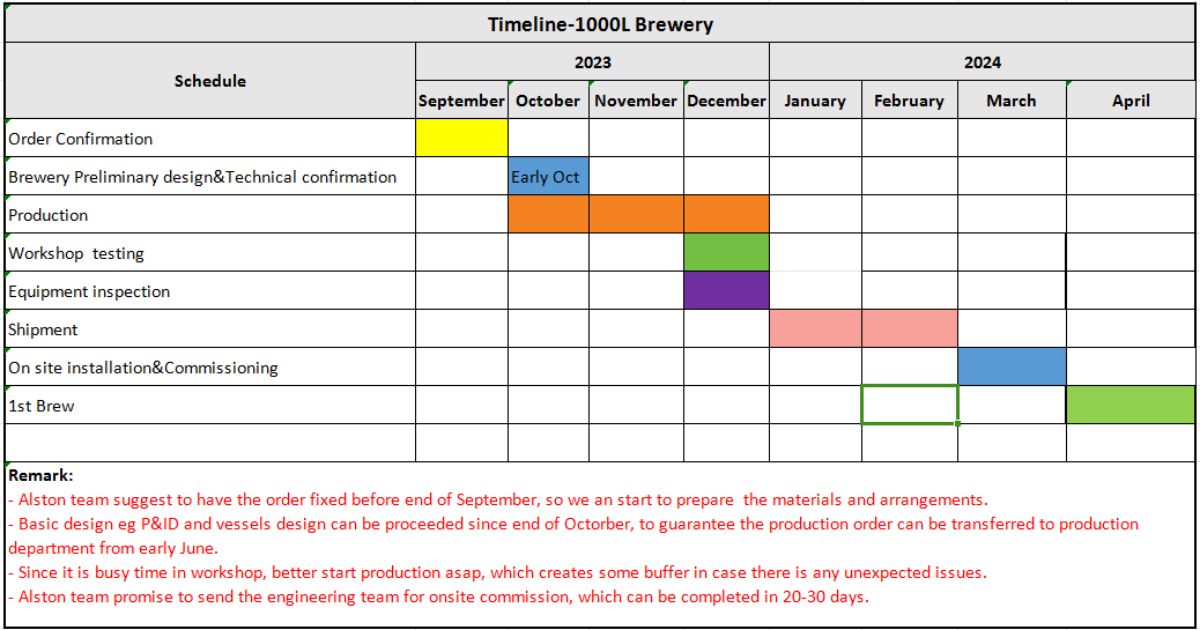
Rhan 3: Faint o amser paratoi sydd ei angen?
Nawr er mwyn clirio'r broses archebu, gwnaethom linell amser o system bragdy, mae pls yn gweld hynny.
Gobeithio y gallwn eich helpu i adeiladu bragdy perffaith yn eich cynllunio.
Ar y diwedd, rydym yn edrych ymlaen at weithio gyda chi yn fuan.Trwy'r cydweithrediad hwn, byddwch chi'n teimlo ein gwasanaeth a'n gwerth.Nid yn unig y dylem adeiladu bragdy perffaith i chi, hefyd rydym yn canolbwyntio mwy ar sefydlu perthynas gydweithredol hirdymor i gyflawni sefyllfa lle mae pawb ar eu hennill rhwng ein dwy ochr.
Diolch am eich amser.
Hwyl!
Amser post: Medi-18-2023